突合せ端子の選び方と使い方ガイド(イラストガイド付き)
↓ 突合せ端子 製品ラインナップ ↓ 突合せ端子 圧着工具の使用方法 ↓ よくあるお問い合わせ
突合せ端子とは

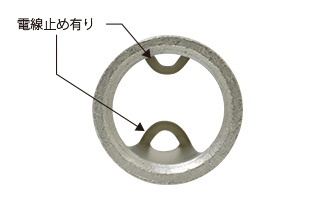
突合せ端子とは、電線同士を延長・接続するときに使用する筒状の圧着端子です。電線の被覆を剥いた芯線を端子の両側から差し込み、端子中央部の電線止めによって芯線同士が突き合わさる構造になっています。この構造から、「突合せ端子」と呼ばれています。
電線同士を直線的に接続するため、省スペースで配線の延長や補修作業ができます。自動車の電装配線をはじめ、産業機器、配電盤、各種電気機器など、幅広い分野で用いられています。
なお、突合せ端子は一般的に「Bスリーブ」または「B形スリーブ」と呼ばれることもあります。メーカーや製品によって表記が異なる場合があるため、製品を選定する際は、適合電線サイズ・圧着範囲・使用用途をご確認ください。
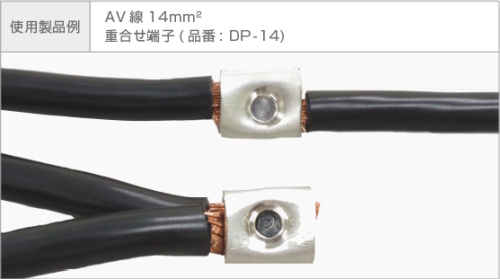
(製品使用例)

撮影用のため、画像では絶縁処理を行っていない状態で掲載しています。本例では、車両のマイナス側配線(アース線)の接続に重合せ端子を使用しています。実際に使用する際は、ショートや配線トラブルを防ぐため、圧着後に必ず絶縁テープや熱収縮チューブなどで適切な絶縁処理を行ってください。
突合せ端子をご使用されるはじめての方へ

はじめての方へ
初めて突合せ端子を使用される場合でも、以下のポイントを順番に確認することで、迷わず選ぶことができます。
- 電線の太さ(sq / mm²)
→ 使用する電線のサイズを確認します。
(例:AV1.25sq、AV2.0sq、バッテリーケーブル 8sq など) - 端子を圧着する(かしめる)適用工具
→ 使用する突合せ端子用の圧着工具を確認します。
なお、使用する電線サイズや端子のサイズ、絶縁被覆の有無によって、適用工具は異なります。
詳しくは、ご使用される端子の適用工具をご確認ください。
突合せ端子は、サイズや用途を誤ると、抜け・発熱・ショートの原因になることがあります。そのため、電線の太さ・適用工具・使用環境を事前に確認することが重要です。
突合せ端子と重合せ端子の違いについて
突合せ端子は、接続したい電線の芯線部を左右から差し込み、端子中央部で芯線同士を突き合わせて接続する端子です。一方、重合せ端子は、接続したい電線の芯線部を端子内部で重ね合わせて1ヶ所を圧着する端子です。電線を直線状に延長・補修したい場合は突合せ端子、電線を重ねて接続したい場合は重合せ端子が使用されます。
![]() 突合せ端子
突合せ端子
突合せ端子は、接続したい電線の芯線部を端子の両側から差し込み、端子中央の電線止め部分で電線(芯線)同士を突き合わせて接続する端子です。左右それぞれを圧着する構造のため、一般的に2ヶ所を圧着して使用します。主に、自動車配線の延長や補修など、電線同士を直線状に接続したい場合に使用されます。
![]() 重合せ端子
重合せ端子
重合せ端子は、接続したい電線の芯線部を端子内部に挿入し、重ね合わせた状態で1ヶ所を圧着して接続する端子です。電線同士を重ね合わせて接続する構造のため、分岐接続や電線のまとめ接続などで使用されます。
| 突合せ端子 | 重合せ端子 |
|---|---|
 突合せ端子 品番:DC-80 |
 重合せ端子 品番:DP-60 |
 内部構造
|
 内部構造 |
 (製品圧着例) |
 (製品圧着例) |
突合せ端子の材質について
![]() 無酸素銅(OFC)の特長
無酸素銅(OFC)の特長
無酸素銅とは、銅に含まれる酸素や不純物を極限まで取り除いた、純度99.96%以上の高純度の素材です。一般的な銅に比べ、電気の流れを妨げる要因が少なく、電気を効率よく、安定して伝えやすい特性を有します。その特性を生かし、自動車分野だけでなく再生可能エネルギー(太陽光や風力等)発電に加え、生成AIを支えるデータセンターや関連設備など、電気を大量に扱う現代の社会インフラにおいても、重要な素材の一つとなっております。
使用される素材によっても電気の流れやすさは変わります。見えない部分だからこそ、特性を正しく知ることが重要です。
無酸素銅 (JIS H 3100, C1020)
画像はイメージです。
※素地(メッキ無し)の状態では販売しておりません。
【ポイント】イラスト図解でひと目でわかる導電率
「導電率」 は 〈 道幅 〉 で例えることができ、車同様にスムーズな流れの方がより高効率です。
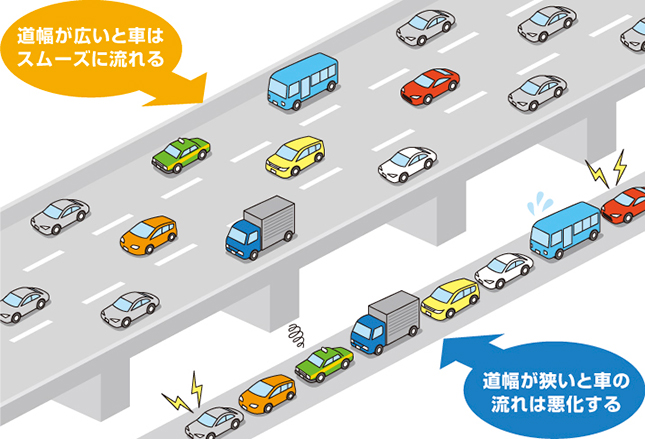
※突合せ端子に使用される素材によって、電気の通りやすさ(導電率)にはこれほどの差があります。
【参考資料】 突合せ端子に使用される無酸素銅(OFC)の導電率について
| 本体素材 | 素材導電率(IACS) |
|---|---|
| 無酸素銅(OFC) | 101% |
※1. IACSとは電気抵抗の基準として国際的に採用された焼鈍(アニール処理された)標準軟銅のことで、導電率100%IACSと規定されています。
※2. 上記数値は一般参考値(目安)であり、絶対値(保証値)ではありません。
(参考文献)
大澤 直『図解入門 よくわかる最新「銅」の基本と仕組み』秀和システム,2010年,pp.11,106–107.(ISBN 978-4798026725)
脱炭素社会や本格的なAI時代を支える重要な素材となる「銅」
再生可能エネルギー発電、電気自動車(EV)、AIデータセンターなど、現代社会の電動化を支える重要な素材が「銅」です。銅は電気を効率よく伝える優れた導電性と耐久性を持ち、電力インフラや電子機器など、社会を支える幅広い分野で使用されています。

再生可能エネルギー
銅は再生可能エネルギー発電システムにおいて重要な素材です。太陽光発電や風力発電などの設備には大量の銅配線が必要であり、電気を効率的に伝導する性質が重要です。銅の高い導電性と耐久性は、再生可能エネルギー発電の効率と持続可能性を高める役割を果たします。

AIデータセンター
急速なAI(人工知能)の普及により、AIデータセンターでは大量の電力を安定供給することが求められています。サーバーや通信機器を接続する電線の導体には銅が使用されており、効率よく電気を伝える役割を担っています。銅は導電性と信頼性に優れ、情報通信インフラを支える重要な素材として活用されています。
突合せ端子の表面処理について
無酸素銅は優れた導電性を有する一方で、大気中では酸化や硫化により表面状態が変化し、接触抵抗の上昇や導電性の低下を引き起こす可能性があります。
そこで、メッキ処理を施すことによって素材表面にメッキ皮膜を形成し、基材である無酸素銅を保護することで、突合せ端子の接続部に求められる低接触抵抗の維持と長期的な導電性の安定、耐食性の両立を実現しています。

スズメッキ
スズメッキは導電性を長期にわたり安定して維持が出来るのが特長です。表面に形成されるメッキ皮膜が酸化・硫化を抑制し、安定した導電性と耐食性を確保します。電気機器部品をはじめ、幅広い用途で採用されています。
RoHS2指令について
RoHS(ローズ)指令とは、EU(ヨーロッパ連合)が定めた「電気・電子機器に含まれる特定有害物質の使用を制限する規制」です。鉛(Pb)、水銀(Hg)、カドミウム(Cd)、六価クロム(Cr⁶⁺)、ポリ臭化ビフェニル(PBB)、ポリ臭化ジフェニルエーテル(PBDE)、フタル酸エステル類など、環境や人体に悪影響を与える物質の使用を厳しく制限されております。
2006年に施行されて以来、EU域内で広く適用され、その後さらに規制対象を拡大したものが「RoHS2指令」です。ヒーロー電機の突合せ端子はRoHS2指令に適合しており、自動車補修の現場でも安心してお使いいただけます。また、環境に配慮した製品を通じて、持続可能な未来の実現にも貢献してまいります。

RoHS2(Restriction of Hazardous Substances Directive)指令は、電気・電子機器およびそれらの部品における特定の有害物質の使用を制限するための欧州連合(EU)の指令です。RoHS2指令は、環境および人体への有害な影響を軽減することを目的としています。
RoHS2指令の対象物質は以下の10種類です。
- 鉛(Lead)
- 水銀(Mercury)
- カドミウム(Cadmium)
- 六価クロム(Hexavalent Chromium)
- ポリ臭化ビフェニル(Polybrominated Biphenyls、PBBs)
- ポリ臭化ジフェニルエーテル(Polybrominated Diphenyl Ethers、PBDEs)
- フタル酸ジイソブチル Diisobutyl phthalate、DIBP)
- フタル酸ジ-n-ブチル (Dibutyl phthalate、DBP)
- フタル酸ブチルベンジル (Butyl benzyl phthalate、BBP)
- フタル酸ビス(2-エチルヘキシル) (Bis(2-ethylhexyl) phthalate、DEHP)
これらの物質は環境への悪影響があると認識されており、特に廃棄物処理時に有害物質が漏れ出すことで土壌や水源に浸透し、生態系や人の健康に悪影響を及ぼす可能性があります。
突合せ端子 製品ラインナップ
突合せ端子

[ポイント]
❶ 定番のベーシックタイプ
❷ 本体素材には純度99.96%以上の高純度な無酸素銅(OFC)を採用。
[製品仕様]
本体材質:無酸素銅(OFC)
表面処理:スズメッキ
品番をクリックすると製品詳細ページが開きます
| 写真 | 製品寸法図 | 品番 | 規格・仕様 | 適用工具 | |||
|---|---|---|---|---|---|---|---|
| 圧着部内径 | 外径 | 電線抱合範囲(撚線) | 長さ | ||||
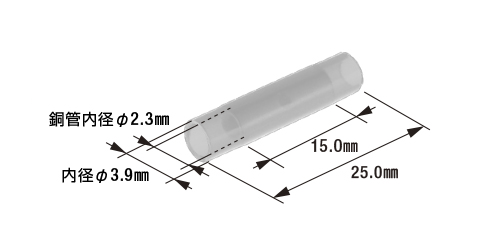
 |
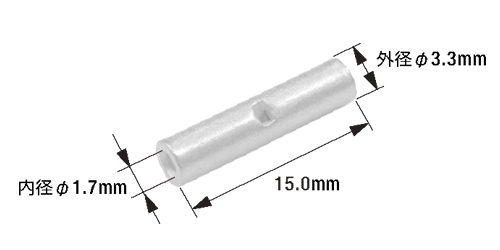
|
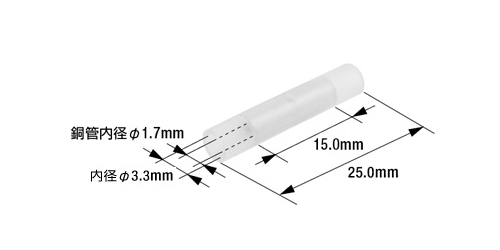
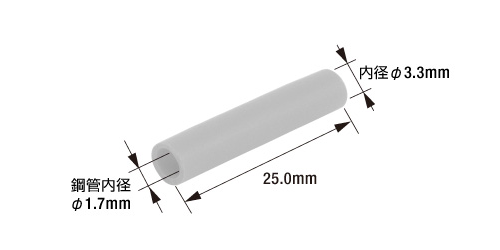
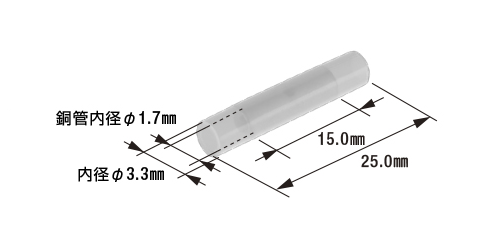
DC-1.25 | φ1.7mm | φ3.3mm | 0.25mm2~1.65mm2 | 15.0mm | MH-8 W-23 |
|
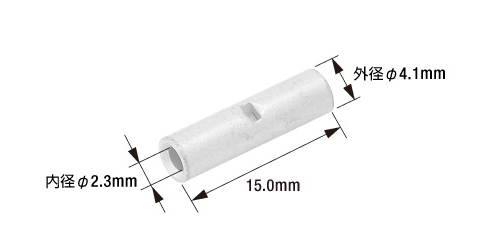
|
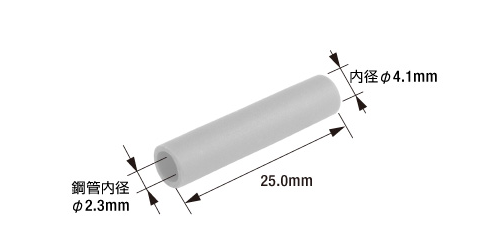
DC-2 | φ2.3mm | φ4.1mm | 1.04mm2~2.63mm2 | 15.0mm | MH-8 W-23 |
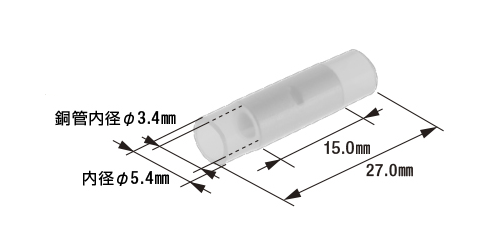
 |
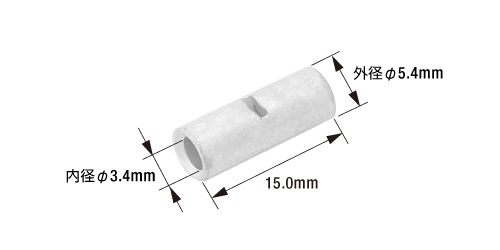
|
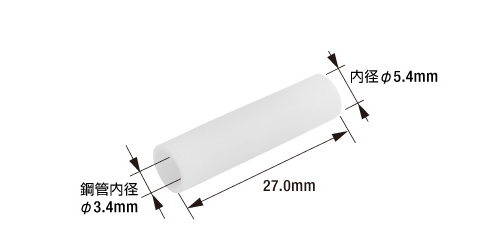
DC-5.5 | φ3.4mm | φ5.4mm | 2.63mm2~6.64mm2 | 15.0mm | MH-8 |
 |
|
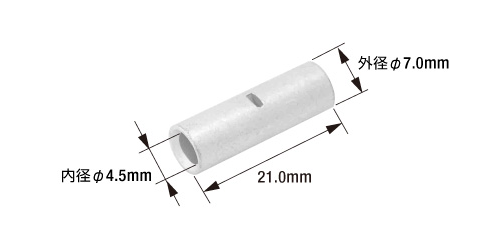
DC-8 | φ4.5mm | φ7.0mm | 6.64mm2~10.52mm2 | 21.0mm | D-19N MH-8 MH-38 |
 |
|
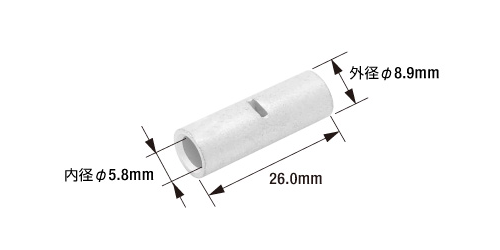
DC-14 | φ5.8mm | φ8.9mm | 10.52mm2~16.78mm2 | 26.0mm | D-19N EP-150A MH-38 |
 |
|
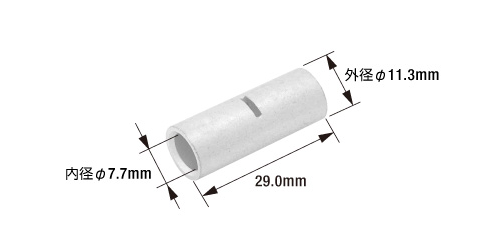
DC-22 | φ7.7mm | φ11.3mm | 16.78mm2~26.66mm2 | 29.0mm | D-19N EP-150A MH-38 |
|
|
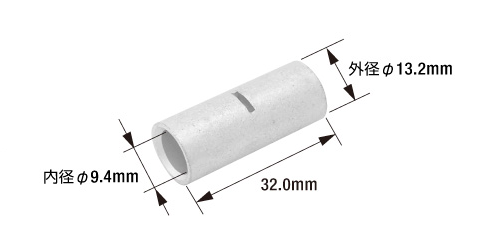
DC-38 | φ9.4mm | φ13.2mm | 26.66mm2~42.42mm2 | 32.0mm | D-19N D-20N EP-150A MH-38 |
 |
|
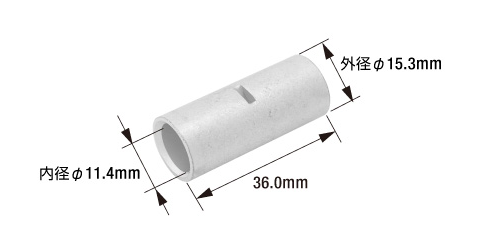
DC-60 | φ11.4mm | φ15.3mm | 42.42mm2~60.57mm2 | 36.0mm | D-20N EP-150A |
 |
|
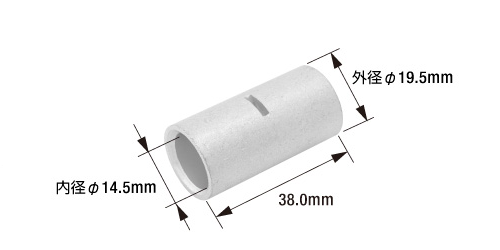
DC-80 | φ14.5mm | φ19.5mm | 76.28mm2~96.30mm2 | 38.0mm | EP-150A |
絶縁被覆付突合せ端子

[ポイント]
❶ 最初から絶縁体が一体型になっているため、追加の絶縁作業が不要。
❷ 本体素材には純度99.96%以上の高純度な無酸素銅(OFC)を採用。
[製品仕様]
本体材質:無酸素銅(OFC)
表面処理:スズメッキ
被膜材質:PVC(ポリ塩化ビニル)



絶縁被覆付突合せ端子

[ポイント]
❶ 絶縁被覆素材にはナイロンを採用することにより、視認性の大幅改善(施工時・設置後も目視確認が可能)および作業効率向上に貢献
❷ 本体素材には純度99.96%以上の高純度な無酸素銅(OFC)を採用。
[製品仕様]
本体材質:無酸素銅(OFC)
表面処理:スズメッキ
被膜材質:ナイロン



突合せ端子用 圧着工具の使用方法
本ページでは、代表的な圧着工具を用いた作業例を先行して掲載しております。その他の圧着工具を使用した作業例につきましては、準備が整い次第、順次追加してまいります。

圧着工具(クローズドバレル用)MH-8
圧着範囲:1.25mm2~8.00mm2
全長:235mm
質量:0.385kg
※画像をクリックすると、イラストガイド付きで詳しい施工手順が表示されます。
圧着工具(クローズドバレル用)MH-8
圧着範囲:1.25mm2~8.00mm2
全長:235mm
質量:0.385kg
※画像をクリックすると、イラストガイド付きで詳しい施工手順が表示されます。
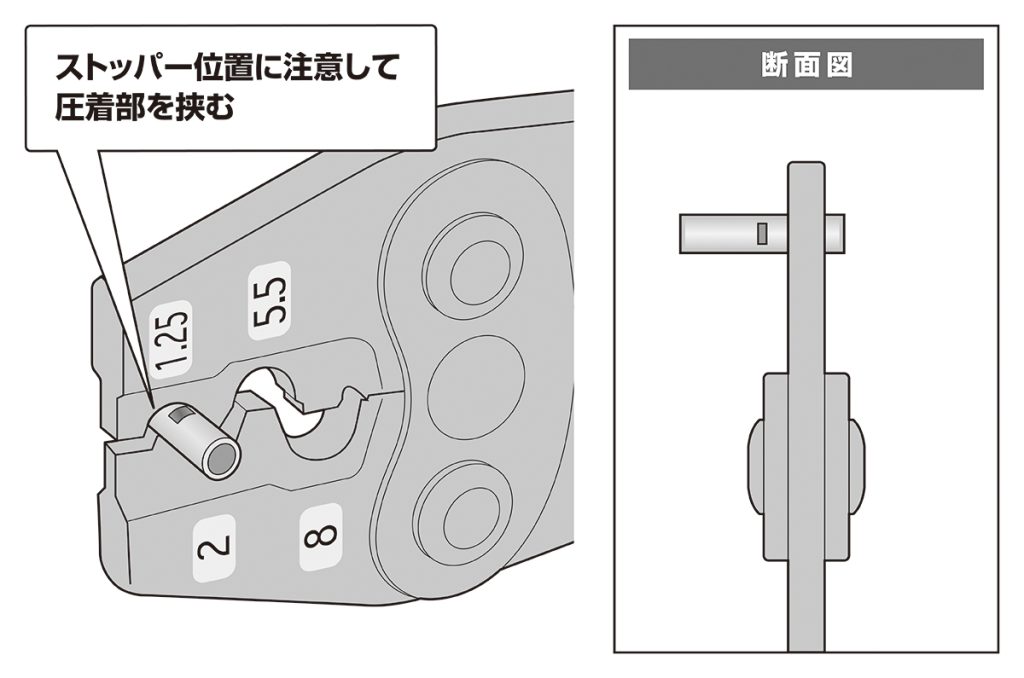
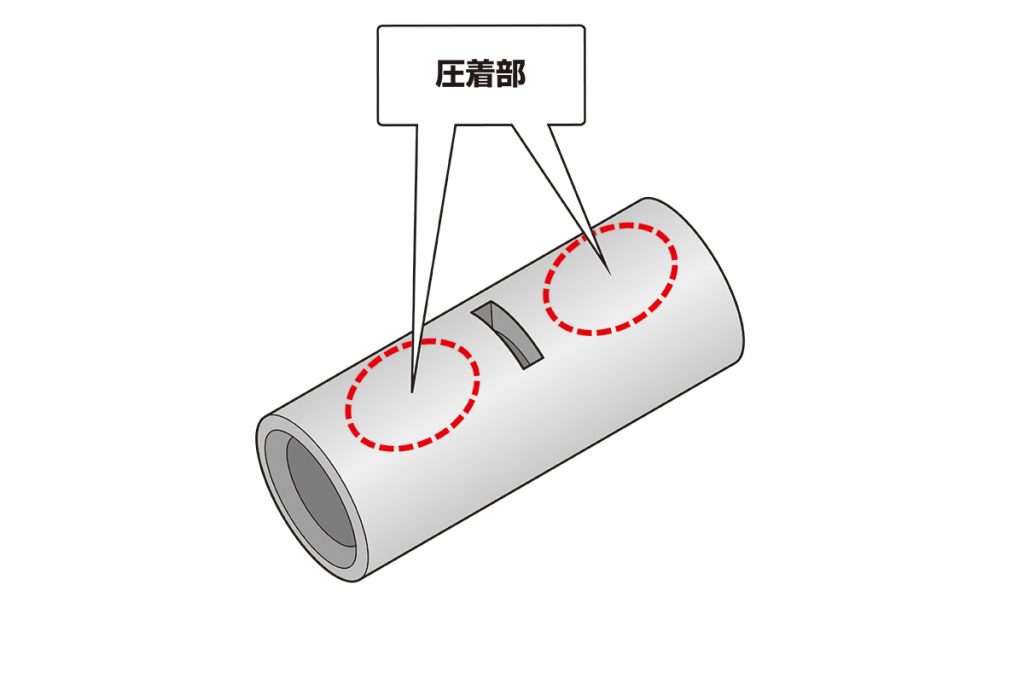
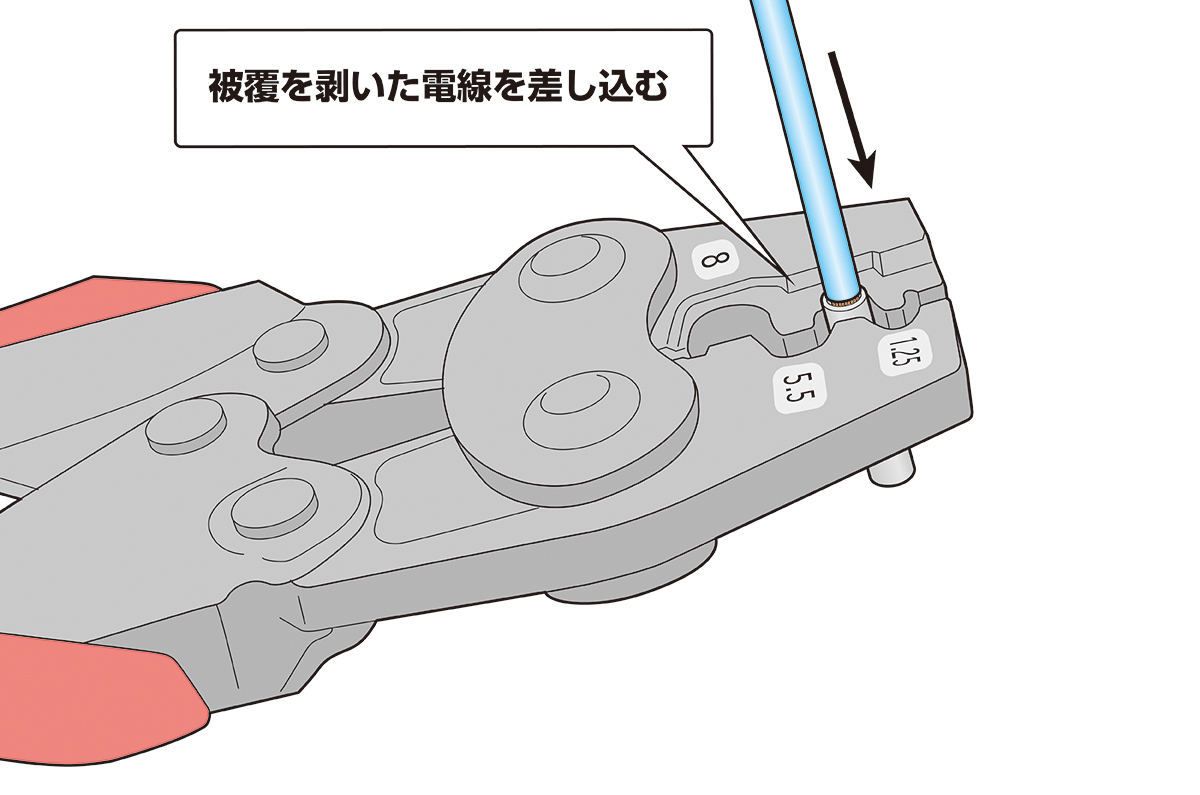
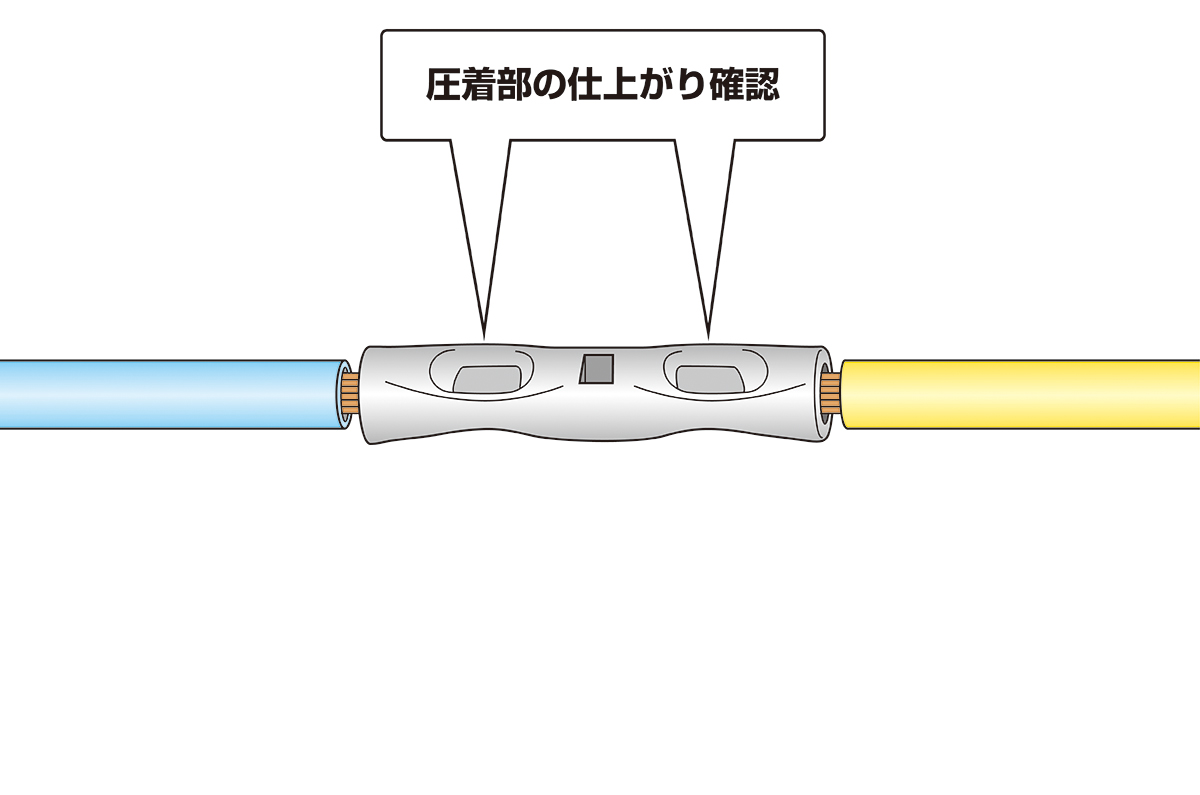
手順1 使用する電線に適合する突合せ端子を選定し、突合せ端子の圧着部(図を参照)に圧着工具の歯が合う位置で挟む(※圧着位置がずれると、電線が抜けたり、正しく圧着できない場合があります)
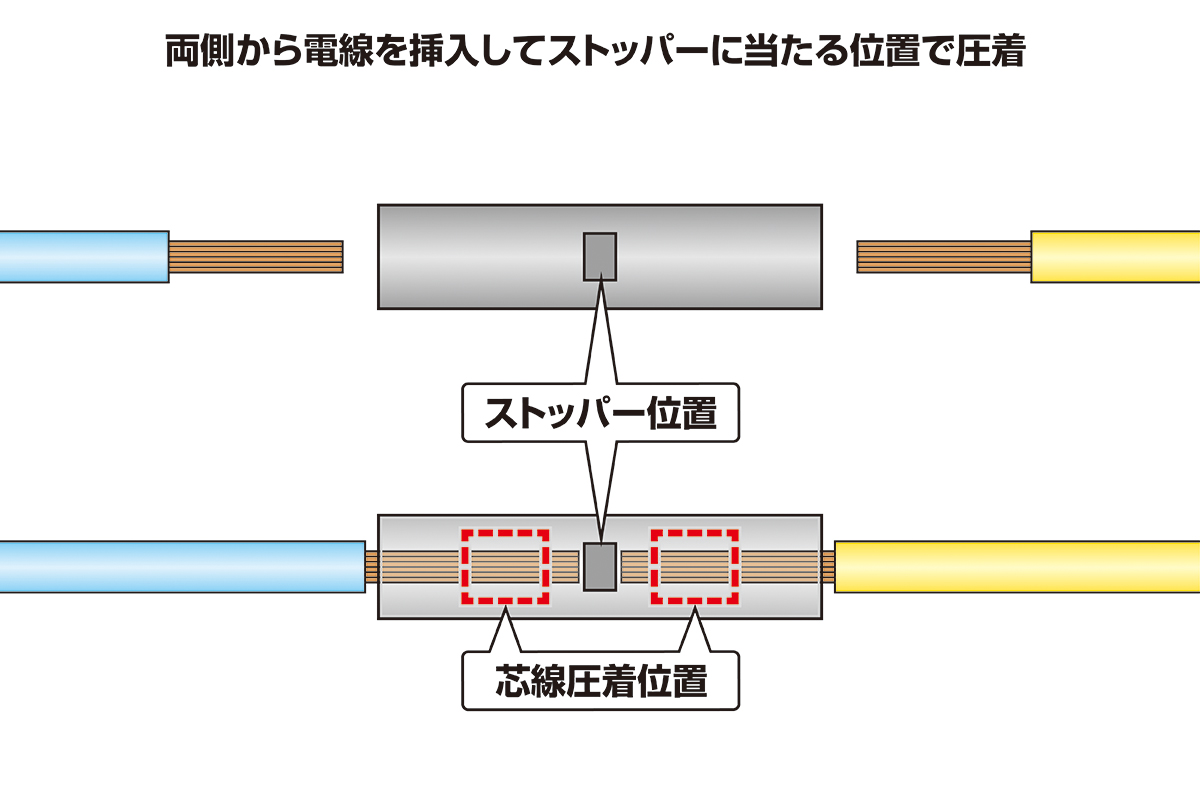
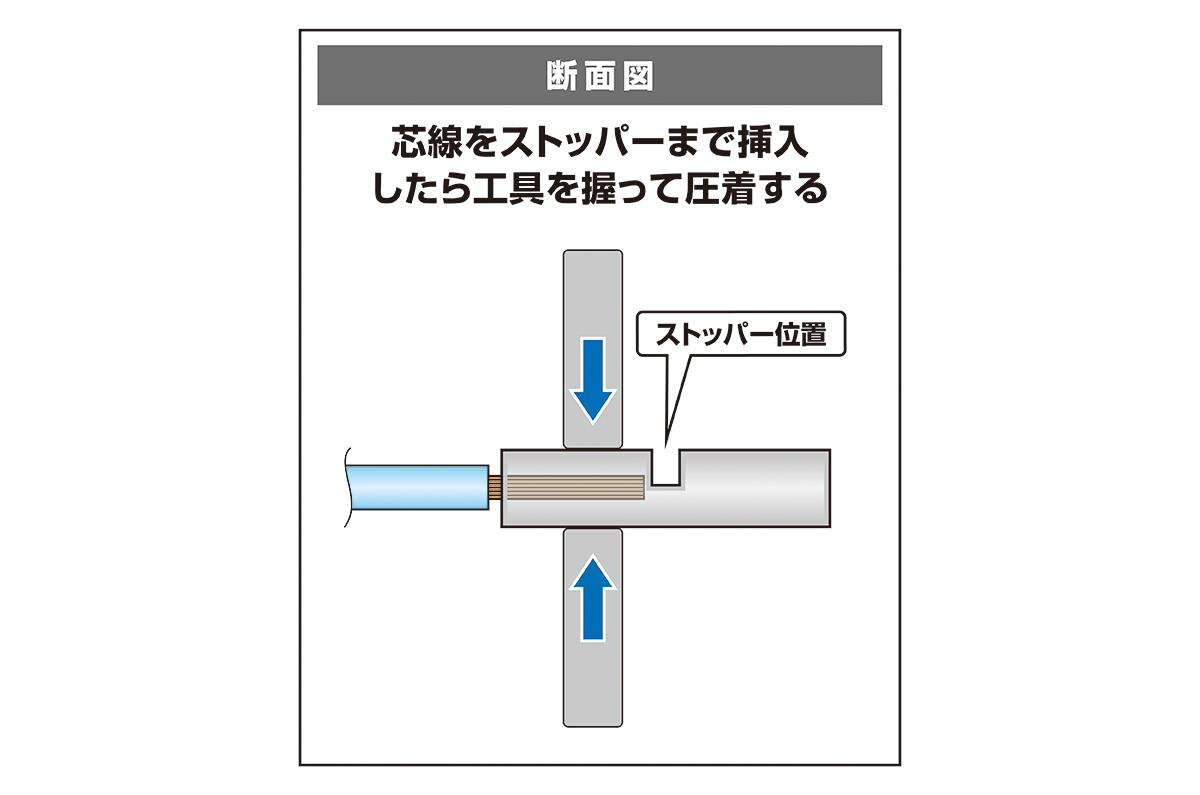
手順2 被覆を剥いた電線を、突合せ端子の左右からそれぞれ差し込む。芯線の先端が端子中央のストッパーに当たる位置まで挿入し、電線が奥まで入っていることを確認する。
※絶縁処理が必要な場合には、電線を端子に挿入する前に予め電線にスリーブや熱収縮チューブ等を等しておきます。
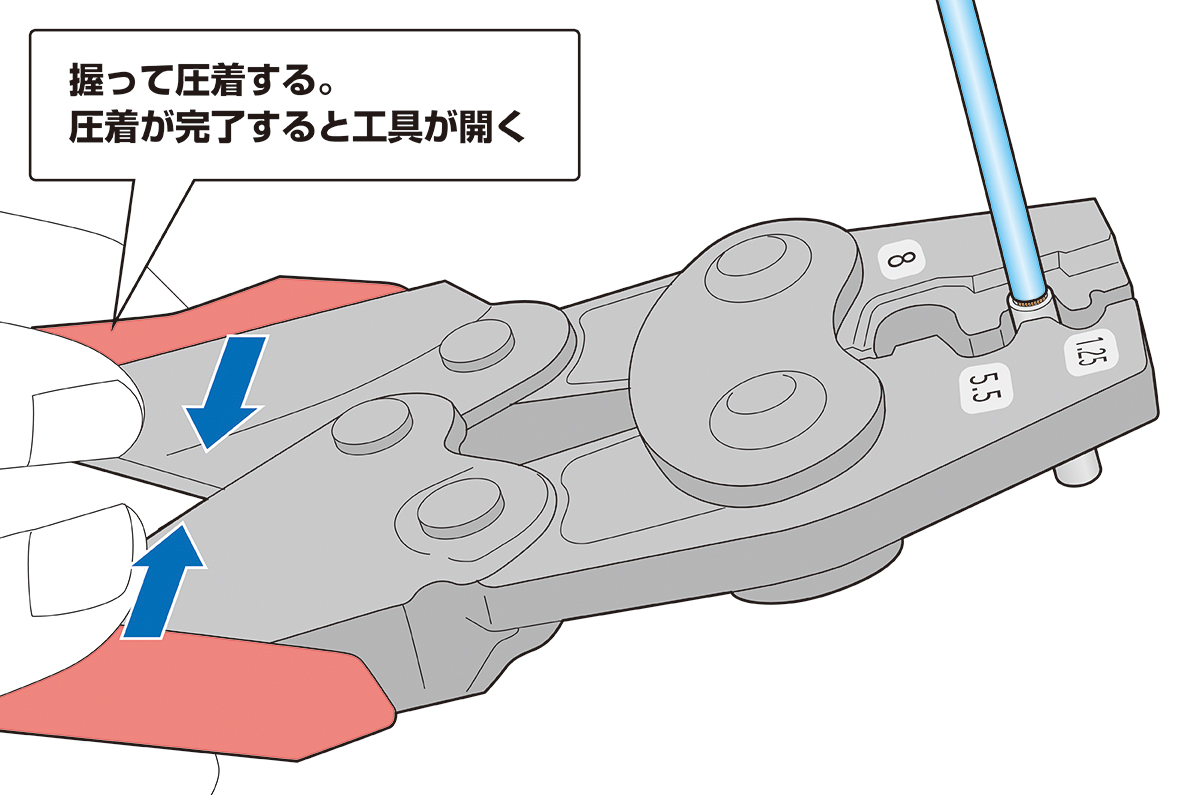
手順3 芯線の位置を確認後、芯線のズレや抜けに注意しながら圧着工具のグリップをしっかりと握り、突合せ端子の圧着部を圧着する。(※指や他の配線の挟み込みが無いか、必ず周囲を確認してから作業してください)
手順4 圧着した突合せ端子の圧着部仕上がりを確認する(※電線の抜け、芯線のはみ出し、圧着不足がないかを確認してください)
必要に応じて絶縁処理を施せば完了です
よくあるお問い合わせ
突合せ端子はどのような場面で使われますか?
自動車やバイクなどの分野では、電装配線を補修等で配線を延長するときに使用されます。
自動車補修用途で突合せ端子の圧着(かしめる)にはどのような工具を使えば良いでしょうか?
クローズドバレル用の圧着工具をご使用ください。また、使用する電線サイズおよび端子のサイズ、絶縁被覆の有無、防水性能の有無により適用工具が異なります。詳しくはご使用される端子の適用工具をご確認してください。
なお、自動車補修分野ではJIS規格は対象外ですが、これまで難しかった太線の圧着を容易にし、圧着部の引張強度が公益社団法人日本自動車技術会(JASO規格)「JASO D616:導体圧着部の最小引張強度」をクリアする 簡易圧着工具 D-19N/D-20N をご用意しています。
【注目製品】 簡易圧着工具D-19N / D-20N | ヒーロー電機株式会社|1968年創立・自動車補修用電装部品専門メーカー
https://hem.co.jp/special-d19n
施工例

突合せ端子(品番:DC-38)
AV線 30mm2
突合せ端子を使用する際に注意すべきことについて教えてください。
突合せ端子のご使用に際しまして、以下の点にご注意してください。
- 電線の被覆を適切に剥き、芯線部分を端子の奥に突き当たるまで挿入してください。
- 端子内の中央で電線同士が突き合わさっているか確認し、規定位置で確実に圧着してください。(浅いと抜けやすくなります)
- 端子の圧着後は電線を軽く引き、抜けないかを必ず確認してください。
- 必ず絶縁処理を行い、他の金属部分に触れないようにしてください。
突合せ端子と重合せ端子の違いを教えてください。
どちらも似たような外観形状ですが、接続方法が異なります。
突合せ端子
→ 電線を両側から差し込み、端子の中央で突き合わせて2ヶ所で圧着します。
重合せ端子
→ 電線を端子の内で重ねて入れて1ヶ所で圧着します。
【参考】重合せ端子と突合せ端子
| 重合せ端子 | 突合せ端子 |
|---|---|
|
重合せ端子 品番:DP-60 |
突合せ端子 品番:DC-80 |
|
内部構造 |
内部構造 |
重合せ端子
突合せ端子

ヒーロー電機 オリジナル簡易圧着工具「D-19N」にて「重合せ端子」・「突合せ端子」共に圧着対応を実施

- 突合せ端子(絶縁被覆付きは除く)は金属部分が露出しております。そのため、バッテリーを繋いだ状態で圧着・取付け作業を行い他の金属部分や工具などに触れた際にショート(短絡)し、ケガや車両の故障、最悪の場合火災の原因となります。
- 圧着・取付け作業中は思わぬ接触が起こりやすいため、安全のためにも作業中は必ずバッテリーを外し、作業完了後は圧着部には絶縁スリーブや熱収縮チューブなどによる絶縁処理を施すことを推奨いたします。


